
آیا تا به حال با صدای وحشتناک برخورد نازل دستگاه با ورقی که ناگهان بلند شده، از جا پریدهاید؟ یا متوجه شدهاید قطعهای که باید دقیقاً دایره میشد، به خاطر یک تکان میلیمتری، بیضی درآمده است؟
این اتفاقات در کارگاههای لیزر بسیار شایع و البته پرهزینه هستند. کوچکترین حرکت ورق روی میز، نه تنها دقت برش لیزر را به طور کامل نابود میکند، بلکه بسیار خطرناک است. این تکانها میتوانند به سنسور خازنی و لنز گرانقیمت دستگاه شما خسارتهای میلیونی وارد کنند.
اما اصلاً نگران نباشید، ما در این مقاله کنار شما هستیم تا این مشکل را برای همیشه حل کنیم. در این راهنمای جامع کاهش لرزش و تثبیت قطعات در حین برش، تکنیکهای نرمافزاری و سختافزاری را به زبان ساده بررسی میکنیم. با یادگیری این ترفندها، میتوانید با خیال کاملاً راحت دکمه استارت را بزنید.
ریشهیابی مشکل : چرا همهچیز میلرزد؟
قبل از اینکه به سراغ راهحلهای عجیب برویم، باید ریشه مشکل را پیدا کنیم. پاسخ به این سوال که چگونه از لرزش ورق در برش لیزر جلوگیری کنیم؟، نیازمند شناخت دقیق نوع لرزش است. اول باید بدانیم لرزش دقیقاً از کجاست.
گاهی اوقات مشکل اصلاً از ورق نیست، بلکه لرزش دستگاه لیزر عامل اصلی است. شتاب بالای موتورها (Acceleration) هنگام تغییر مسیر سریع، میتواند کل شاسی فلزی دستگاه را تکان دهد. این موضوع با تکان خوردن خود ورق کاملاً تفاوت دارد و نیازمند آچارکشی است.
برای کاهش لرزش دستگاه لیزر، در قدم اول باید پایههای شاسی دستگاه را با زمین به دقت تراز کنید. عامل مخرب بعدی که ورق را تکان میدهد، تراز نبودن میز لیزر است. اگر تیغههای میز (Slats) خراب یا ذوب شده باشند، ورق روی آنها لق میزند و مثل الاکلنگ بالا و پایین میرود.
چکلیست طلایی قبل از شروع برش:
– بررسی تراز بودن پایههای شاسی دستگاه با دستگاه تراز صنعتی.
– چک کردن سلامت و همسطح بودن تیغههای میز کار (تعویض تیغههای سوخته).
– بررسی تاب نداشتن و صاف بودن خود ورق خام.
– کالیبره کردن هد و سنسور ارتفاعسنج برای جلوگیری از خطا.
راهکارهای مکانیکی : میخکوب کردن ورق روی میز!
حالا که از سلامت دستگاه مطمئن شدیم، بیایید سراغ خود ورق برویم. ما باید ورق خام را محکم سر جایش نگه داریم تا تکان نخورد.
چالش بزرگ ورقهای نازک
ورقهای نازک (مخصوصاً استیل زیر 1 میل) بسیار دردسرساز هستند. فشار زیاد گاز نیتروژن زیر این ورقها میپیچد و آنها را مثل بادبان کشتی بلند میکند. بنابراین، شما باید روش های ثابت کردن ورق نازک روی میز لیزر فلزات را به خوبی بشناسید.
استفاده از ابزارهای فیزیکی، مطمئنترین راه برای جلوگیری از لرزش ورق است. ما به شما پیشنهاد میکنیم لبههای ورق را با یک گیره نگهدارنده ورق فلزی محکم به لبههای میز ببندید. برای ورقهای آهنی، استفاده از مگنتهای صنعتی (آهنربای قوی) روی گوشهها معجزه میکند.
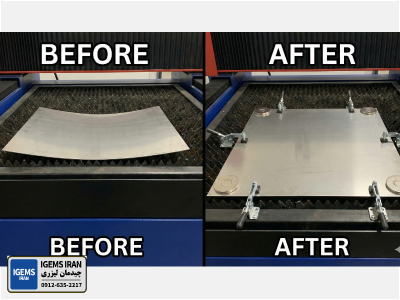
مهار ورقهای موجدار
گاهی اوقات ورق خامی که میخرید، از قبل به صورت رول بوده و اکنون روی میز موجدار (شکمدار) میایستد. شما باید با قرار دادن وزنههای سنگین و استاندارد در نقاط بدون برش، شکم ورق را روی میز کاملاً بخوابانید.
جادوی نرمافزار : میکروجوینتها به کمک میآیند
اگر گیرههای مکانیکی جواب ندادند یا قطعات شما خیلی ظریف هستند، نوبت استفاده از قدرت نرمافزار دستگاه شماست.
میکروجوینت دقیقاً چیست؟
نرمافزارهای برش (مثل سیپکات) یک قابلیت فوقالعاده عالی به نام میکروجوینت (Microjoint) دارند. میکروجوینت در واقع یک جوش بسیار ریز و برشنخورده است که قطعه را به اسکلت اصلی ورق متصل نگه میدارد.
شاید بپرسید کاربرد میکروجوینت در لیزر چگونه است؟ نرمافزار در فواصل مشخصی که شما تعیین میکنید، اشعه لیزر را برای کسری از ثانیه قطع میکند. این کار باعث میشود قطعه نهایی از شیت اصلی جدا نشود و حین برش تکان نخورد.
استراتژی هوشمندانه استفاده از میکروجوینت
اپراتورهای حرفهای میدانند چه زمانی از میکروجوینت در برش لیزر استفاده کنیم؟. شما باید برای قطعات بلند و باریک که احتمال تاب برداشتن دارند، یا زمانی که فشار گاز بسیار بالاست، حتماً از این قابلیت نرمافزاری استفاده کنید.
نکته مهم دیگر، محاسبه فاصله و اندازه مناسب میکروجوینت ها برای ورق سنگین است. برای یک ورق نازک، اتصال 0.5 میلیمتری کاملاً کافی است و راحت جدا میشود. اما برای قطعات سنگین روی ورق ضخیم، شما به میکروجوینتهای 1 الی 1.5 میلیمتری با فواصل کمتر نیاز دارید.
جدول راهنمای تنظیم میکروجوینت :
|
ضخامت ورق (میلیمتر) |
اندازه پیشنهادی میکروجوینت (mm)
|
کاربرد اصلی |
|
زیر 1 میل (نازل) |
0.3 تا 0.5 |
جلوگیری از پرواز قطعه با گاز |
|
1 تا 3 میل (متوسط) |
0.5 تا 0.8 |
حفظ دقت ابعادی |
|
بالای 3 میل (ضخیم) |
1.0 تا 1.5 |
جلوگیری از افتادن قطعه سنگین |
مدیریت قطعات کوچک : نگذارید فرار کنند!
قطعات کوچک و ریز، بیشترین پتانسیل را برای خراب کردن اعصاب شما و قطعات دستگاه دارند. آنها سبک هستند و با یک نسیم جابهجا میشوند.
چرا قطعات کوچک اینقدر دردسرساز هستند؟
آیا میدانید علت بلند شدن قطعات کوچک حین برش لیزر دقیقاً چیست؟ دلیل اصلی آن، تاثیر مستقیم فشار بالای گاز کمکی و آزاد شدن سریع تنشهای حرارتی فلز در یک مساحت کوچک است.
این عوامل باعث پدیده بسیار خطرناک بلند شدن قطعه لیزر (Tilt) میشوند. در این حالت، یک لبه از قطعه کوچک مثل الاکلنگ به سمت بالا میآید و دقیقاً در مسیر حرکت سریع نازل قرار میگیرد.
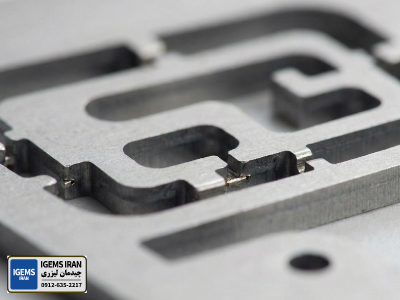
تکنیکهای طلایی مهار قطعات ریز
شما به عنوان یک تکنسین ماهر، باید نحوه جلوگیری از افتادن قطعات ریز در تیغه های میز را بلد باشید. گم شدن قطعات مینیاتوری درون شبکه میز و گشتن به دنبال آنها، واقعاً کلافهکننده است.
برای جلوگیری از افتادن قطعات و مهار کردن کامل آنها، بهترین ترفند استفاده از “برش شبکهای” (Grid Cutting) است. در کنار آن، اعمال حداقل دو میکروجوینت روبروی هم برای هر قطعه کوچک، آنها را کاملاً سر جای خود قفل میکند.
[لینک خارجی به منبع معتبر: راهنمای بینالمللی تنظیمات گاز کمکی در برش لیزر]
کابوس اپراتورها : برخورد هد با ورق (Crash)
رسیدیم به ترسناکترین بخش کار با دستگاه لیزر. برخوردی که در یک ثانیه اتفاق میافتد اما میتواند کل سود یک ماه شما را نابود کند.
بسیاری از مبتدیان میپرسند علت برخورد هد دستگاه لیزر با قطعه کار چیست؟. پاسخ بسیار ساده است. ارتباط کاملاً مستقیمی بین عدم تثبیت قطعات و برخورد هد با ورق وجود دارد. وقتی قطعهای آزاد باشد و لبهاش بلند شود، هد لیزر حین جابهجایی با سرعت بالا محکم به آن کوبیده میشود.
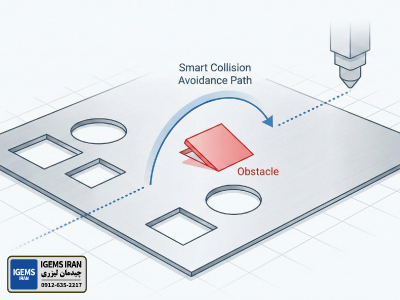
این اتفاق وحشتناک معمولاً در برش قطعات تو در تو و متراکم اتفاق میافتد. مسیر حرکت هد (Travel Path) اشتباه برنامهریزی شده و دستگاه با سرعت از روی قطعاتِ از پیش بریده شده و بلند شده عبور میکند.
برای حل این مشکل باید از تنظیمات پیشرفته نرمافزار کمک بگیرید. روشن کردن گزینه Lift (بالا رفتن هد حین جابهجایی) و فعالسازی Avoid Collision (جلوگیری از برخورد هوشمند)، به هد دستگاه دستور میدهد تا قطعات بریده شده را به صورت دورانی دور بزند.
جمعبندی
تثبیت قطعات روی میز دستگاه لیزر، یک مهارت کلیدی و پولساز است. این مهارت در واقع ترکیب طلایی استفاده از “گیره مکانیکی قوی”، “میز کاملاً تراز” و تنظیمات “میکروجوینت هوشمند” است.
همیشه به یاد داشته باشید که صرف 5 دقیقه وقت برای کلمپ کردن ورق پیش از زدن دکمه استارت، از ساعتها توقف دستگاه و پرداخت میلیونها تومان خسارت جلوگیری میکند. پیشگیری در صنعت لیزر، همیشه بسیار ارزانتر از تعمیر است.
حالا نوبت شماست : آیا تا به حال برخورد هد با قطعه (Crash) را در کارگاه خود تجربه کردهاید؟ شما برای ثابت نگه داشتن ورقهای نازک استیل از چه ترفند خاصی استفاده میکنید؟ لطفاً در بخش نظرات تجربیات ارزشمند خود را برای ما بنویسید تا سایر همکاران هم از آن استفاده کنند.
سوالات متداول (FAQ)
آیا استفاده از گیره فلزی باعث خطای سنسور خازنی لیزر میشود؟
اگر گیره فلزی را دقیقاً در مسیر برش قرار دهید، بله سنسور خطا میدهد و ممکن است هد با گیره برخورد کند. همیشه گیرهها را در حاشیه ایمن ورق (حداقل 2 سانتیمتر دورتر از خط برش) نصب کنید.
میکروجوینت قطعات ضخیم را چگونه بعد از برش جدا کنیم؟
برای جدا کردن قطعاتی که با میکروجوینت روی ورقهای ضخیم متصل شدهاند، به هیچ وجه از ضربه مستقیم چکش به نازل دستگاه استفاده نکنید. ورق را از روی میز بردارید و با استفاده از یک چکش لاستیکی یا انبر کلاغی، قطعات را با یک حرکت پیچشی از اسکلت جدا کنید.
چرا با وجود میکروجوینت، باز هم ورق نازک من میلرزد؟
میکروجوینت قطعه را به شیت اصلی وصل میکند، اما اگر خود شیت اصلی روی میز محکم نباشد، کل ورق با فشار گاز میلرزد. اول باید خود ورق مادر را با گیره یا مگنت به میز فیکس کنید.
اگر در حوزه برش لیزر و چیدمان قطعات فعالیت میکنید، حتماً میدانید که کاهش پرت ورق، افزایش سرعت چیدمان و سازگاری نرمافزار با دستگاههای مختلف چقدر اهمیت دارد. IGEMS IRAN یک نرمافزار تخصصی چیدمان قطعات برش لیزری است که به شما کمک میکند تا هزینههای تولید را کاهش دهید، سرعت کار را بالا ببرید و از هر ورق، بیشترین بهره را ببرید.
💡 همین حالا نسخه تست رایگان را دریافت کنید! برای دریافت نسخه تست، کافیست با پشتیبانی ما تماس بگیرید یا از طریق صفحه دانلود رایگان نرم افزار IGEMS اقدام کنید. مشاوران ما آماده پاسخگویی به شما هستند!
🆔 برای دنبال کردن آخرین اخبار و آموزشها، ما را در اینستاگرام دنبال کنید.
📞 تماس با پشتیبانی: 2217-635-0912


نظری وجود ندارد! اولین نفر باشید.