
آیا تا به حال صدای وحشتناک انفجار مذاب (Blowout) را هنگام شروع برش یک ورق ضخیم شنیدهاید؟ این صدای مهیب معمولاً خبر از یک فاجعه برای قطعات حساس دستگاه شما میدهد.
بسیاری از اپراتورها به دلیل تنظیمات اشتباه، روزانه ضررهای زیادی به کارگاه وارد میکنند. در این مقاله، ما تکنیکهای سوراخکاری (Piercing) پیشرفته برای ورقهای ضخیم را به زبان ساده بررسی میکنیم. با یادگیری این اصول، دیگر با کابوس خرابی قطعات روبرو نخواهید شد.
مبانی پیرسینگ : قدم اول در برش لیزر
بیایید کار را از پایهایترین مفاهیم شروع کنیم. قبل از اینکه هد دستگاه بتواند خط برش را طی کند، باید یک حفره اولیه در ورق ایجاد کند.
به این عمل مهم، پیرسینگ برش لیزر میگویند که دروازه ورود شما به فرآیند برش است. بسیاری از مبتدیان تفاوت پیرسینگ و برش را نمیدانند و سعی میکنند با همان تنظیمات حرکت، ورق را سوراخ کنند!
برای درک بهتر، تفاوتهای این دو حالت را در جدول زیر برای شما خلاصه کردهایم:
|
ویژگی مورد نظر |
حالت پیرسینگ (سوراخکاری)
|
حالت کات (برش و حرکت)
|
|
ارتفاع هد (نازل) |
زیاد (برای دوری از پاشش مذاب) |
کم (نزدیک به سطح ورق) |
|
توان خروجی لیزر |
کمتر و معمولاً به صورت پالسی |
بیشتر و معمولاً به صورت پیوسته |
| فشار گاز کمکی | کمتر (برای جلوگیری از انفجار) |
بیشتر (برای خروج سریع مذاب) |
استراتژیهای سوراخکاری : تکمرحلهای یا چندمرحلهای؟
وقتی ورق شما نازک است، دستگاه در یک چشم به هم زدن آن را سوراخ میکند. اما در ورقهای بالای 8 میلیمتر، داستان کاملاً تغییر میکند.
اینجاست که تفاوت پیرسینگ تک مرحله ای و چند مرحله ای در لیزر فایبر اهمیت پیدا میکند. اگر بخواهید ورق ضخیم را یکباره سوراخ کنید، حجم زیادی از مذاب مثل آتشفشان به بیرون پرتاب میشود.
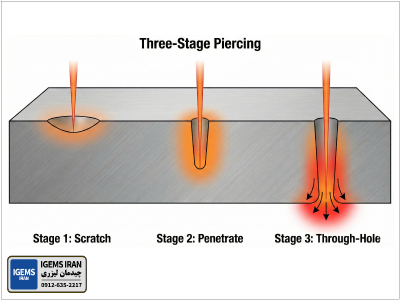
بنابراین، متخصصان همیشه از پیرسینگ چند مرحله ای استفاده میکنند تا حرارت را کنترل کنند. بهترین و ایمنترین روش برای آهنهای ضخیم، استفاده از پیرسینگ سه مرحله ای است. در این روش، دستگاه ابتدا سطح را خراش میدهد، سپس نفوذ میکند و در نهایت سوراخ را کامل باز میکند.
کالبدشکافی تنظیمات نرمافزاری
حالا بیایید به سراغ کامپیوتر دستگاه برویم و همهچیز را دقیق تنظیم کنیم. بیشتر دستگاههای فایبر صنعتی از نرمافزار قدرتمند سیپکات استفاده میکنند.
آشنایی با تنظیمات سیپکات (CypCut) به شما کمک میکند تا کنترل کاملی روی رفتار دستگاه داشته باشید.
دانلود راهنمای جامع منوهای نرم افزار سیپکات برای اپراتورها
در بخش تنظیمات پیرسینگ سیپکات، پارامترهای بسیار مهمی وجود دارند. یکی از آنها ارتفاع هد در پیرسینگ است که حتماً باید بالاتر از حالت برش تنظیم شود تا جرقهها وارد نازل نشوند.
همچنین شما باید محاسبه زمان تاخیر (Delay time) استاندارد در پیرسینگ لیزر را به خوبی بلد باشید. این زمان به دستگاه میگوید که بعد از باز شدن سوراخ، چند میلیثانیه صبر کند تا مذاب کاملاً تخلیه شود. یافتن بهترین تنظیمات پیرسینگ نیاز به کمی صبر و تمرین دارد.

چالشهای متداول و عیبیابی پای دستگاه
حتی با بهترین تنظیمات نرمافزاری هم ممکن است هنگام کار با چالشهایی روبرو شوید. بیایید این مشکلات را با هم حل کنیم.
آیا میپرسید علت پاشش جرقه هنگام سوراخ کاری لیزر چیست؟ دلیل اصلی آن معمولاً فوکوس اشتباه، فشار گاز بیش از حد، یا فاصله خیلی کم نازل با سطح ورق است.
این جرقههای داغ مستقیماً به سمت بالا پرتاب میشوند و به هد برخورد میکنند. به همین دلیل است که خیلی از کاربران مدام میپرسند چرا شیشه محافظ دستگاه لیزر هنگام پیرسینگ میسوزد؟ ذرات مذاب روی این شیشه میچسبند و با جذب حرارت لیزر، آن را نابود میکنند.
یک راهکار عملی و بسیار ارزان، تمیز کردن نازل لیزر است. بعد از هر سوراخکاری خشن روی ورق ضخیم، حتماً نازل را با دستمال تمیز کنید تا خطای سنسور ارتفاع (Capacitance) رخ ندهد.

تکنیکهای پیشرفته برای افزایش کیفیت و سرعت
حالا که جلوی سوختن قطعات را گرفتیم، بیایید مثل یک حرفهای عمل کنیم و کیفیت کار را بالا ببریم.
در ورقهای ضخیم، فرآیند سوراخکاری حرارت بسیار بالایی تولید میکند که میتواند کل قطعه را سرخ کند. بنابراین، جلوگیری از داغ شدن و ذوب شدن گوشه ها در ورق ضخیم یک مهارت حیاتی برای شما محسوب میشود.
برای این کار باید از تکنیک خنککاری نرمافزار کمک بگیرید. یادگیری نحوه تنظیم نقطه خنک کاری (Cooling Point) بعد از پیرسینگ به شما اجازه میدهد قبل از شروع حرکت، با دمش گاز، نقطه سوراخ شده را کاملاً سرد کنید.
همچنین، انتخاب درست لید این (Lead-in) لیزر بسیار مهم است. همیشه خط ورود را کمی دورتر از قطعه اصلی قرار دهید تا جای سوراخ روی لبههای کار شما نیفتد.
در پروژههای تیراژ بالا، زمان سوراخ کاری نقش مستقیمی در سودآوری شما دارد. بسیاری از مدیران کارگاهها میپرسند چگونه زمان پیرسینگ ورق ضخیم را کم کنیم؟
کلید کار این است که در مرحله آخر سوراخکاری، از فرکانس و توان بهینه برای نفوذ سریع استفاده کنید. البته همیشه به یاد داشته باشید که کاهش زمان پیرسینگ لیزر نباید به قیمت افت کیفیت یا سوختن لنزهای دستگاه تمام شود.
نقش گازهای کمکی در فرآیند سوراخکاری
نوع گازی که برای برش استفاده میکنید، رفتار سوراخکاری را کاملاً تغییر میدهد. شما باید تفاوت تنظیمات پیرسینگ با گاز اکسیژن و نیتروژن را به خوبی درک کنید.
وقتی با اکسیژن آهن ضخیم را میبرید، یک واکنش گرمازا ایجاد میشود. به همین دلیل، فشار گاز اکسیژن حین سوراخکاری باید بسیار پایین (معمولاً زیر 1 بار) باشد تا ورق منفجر نشود.
اما در برش استیل با گاز نیتروژن، ما به فشار بالاتری نیاز داریم. نیتروژن واکنش شیمیایی ندارد و فقط با نیروی فیزیکی خود، مذاب را به بیرون میراند.

جدول پارامترهای کاربردی و مرجع
داشتن یک نقطه شروع برای تنظیم پارامترها میتواند کار شما را بسیار راحت و سریع کند. ما یک نمونه استاندارد را برای شما آماده کردهایم.
شما با بررسی جدول پارامترهای پیرسینگ لیزر فایبر 3000 وات برای آهن، دید بسیار خوبی نسبت به تنظیم فشار گاز و ارتفاع در ضخامتهای مختلف پیدا میکنید.
البته فراموش نکنید که شرایط هر دستگاهی متفاوت است. شما باید این اعداد را بر اساس برند سورس لیزر و نوع متریال خودتان کمی تغییر دهید.
جمعبندی
سوراخکاری موفق در ورقهای ضخیم، نیازمند صبر، دقت و شناخت درست تنظیمات نرمافزاری است. با استفاده از تکنیکهای چندمرحلهای و کنترل حرارت، شما میتوانید از هزینههای سنگین خرابی لنز به راحتی جلوگیری کنید.
ما در این مقاله تمام رازهای یک پیرسینگ بینقص را بررسی کردیم. حالا شما آمادهاید تا بدون ترس، ورقهای ضخیم کارگاهتان را با بالاترین کیفیت برش دهید.
سوالات متداول (FAQ)
– چرا هنگام سوراخکاری آهن 20 میل، سوراخ بیش از حد گشاد میشود؟
احتمالاً نقطه فوکوس (Focus Position) شما خیلی بالا است یا فشار اکسیژن در مرحله آخر زیاد از حد تنظیم شده است. سعی کنید فوکوس را منفیتر کنید و فشار گاز را کاهش دهید.
– آیا پاشیدن روغن روی ورق کمکی به پیرسینگ میکند؟
بله! پاشیدن مقدار کمی روغن ضدپاشش (Anti-spatter) روی محل سوراخکاری، کمک میکند تا ذرات مذاب به سطح ورق نچسبند و نازل دستگاه شما کثیف نشود.
– بهترین زمان تاخیر (Delay Time) برای آهن 15 میل چقدر است؟
این زمان به توان سورس دستگاه شما بستگی دارد. اما به طور کلی برای آهن 15 میل، یک تاخیر بین 500 تا 800 میلیثانیه پس از اتمام پیرسینگ، برای تخلیه کامل مذاب کافی است.
– در پیرسینگ سه مرحلهای، توان کدام مرحله باید بیشتر باشد؟
معمولاً در مرحله اول (خراش سطح) توان بسیار کم است. در مرحله دوم توان کمی بیشتر میشود و در مرحله سوم (نفوذ نهایی) توان به حداکثر میرسد تا سوراخ کاملاً باز شود.
اگر در حوزه برش لیزر و چیدمان قطعات فعالیت میکنید، حتماً میدانید که کاهش پرت ورق، افزایش سرعت چیدمان و سازگاری نرمافزار با دستگاههای مختلف چقدر اهمیت دارد. IGEMS IRAN یک نرمافزار تخصصی چیدمان قطعات برش لیزری است که به شما کمک میکند تا هزینههای تولید را کاهش دهید، سرعت کار را بالا ببرید و از هر ورق، بیشترین بهره را ببرید.
💡 همین حالا نسخه تست رایگان را دریافت کنید! برای دریافت نسخه تست، کافیست با پشتیبانی ما تماس بگیرید یا از طریق صفحه دانلود رایگان نرم افزار IGEMS اقدام کنید. مشاوران ما آماده پاسخگویی به شما هستند!
🆔 برای دنبال کردن آخرین اخبار و آموزشها، ما را در اینستاگرام دنبال کنید.
📞 تماس با پشتیبانی: 2217-635-0912


نظری وجود ندارد! اولین نفر باشید.